
خدمات برشکاری در تسوج
خدمات برشکاری در تسوج در صنعت تولید ورق های فلزی نقش مهمی دارند. به همین دلیل است که دستگاه های مختلفی برای ایجاد برش های دقیق و صاف برای هر گونه خدمات برشکاری در تسوج طراحی شده اند که سبب به وجود آمدن انواع مختلفی از ورق ها و قطعات می شوند.
خدمات برشکاری در تسوج روشی برای برش ورق های فلزی یا فولادی است برشکاری میتواند شامل تقسیم ورق به قطعات مختلف باشد یا اینکه به ایجاد طرحهایی بر روی ورق منجر شود.
برشکاری ورق در انواع مختلفی صورت می گیرد و در صنایع فلزی کاربرد بسیاری دارد. از برشکاری ورق در صنایع ای از جمله ساخت انواع محفظه ی کامپیوتری تا ساخت قطعات ربات می توان استفاده کرد. با استفاده از این روش ها می توان ورق های فلزی در سایز های مختلفی را تولید کرد.
انواع خدمات برشکاری
روش هایی که می توان برش کاری را انجام داد به صورت گرم و سرد است. که این دو روش نیز، به صورت دستی و مکانیکی انجام می گیرند. روش های مکانیکی که معمولا مدرن گفته می شوند، به دلیل اینکه در وقت و هزینه بهینه تر می باشند و کیفیت برش آن نسبت به روش سنتی بالاتر می باشد امروزه کاربرد بیشتری دارند. البته باید در نظر گرفت روش انتخابی با توجه به نوع فلز می تواند متمایز باشد.
- برش سرد هم توسط دستگاههای واتر جت، اره نواری، اره دیسکی و اره دستی انجام میشود.در هر دو روش گرم و سرد برشکاری، مزایا و معایب خاصی وجود دارد که در ادامه با توضیحاتی درباره هر کدام از روشها، اطلاعات بیشتری بدست میآوریم .
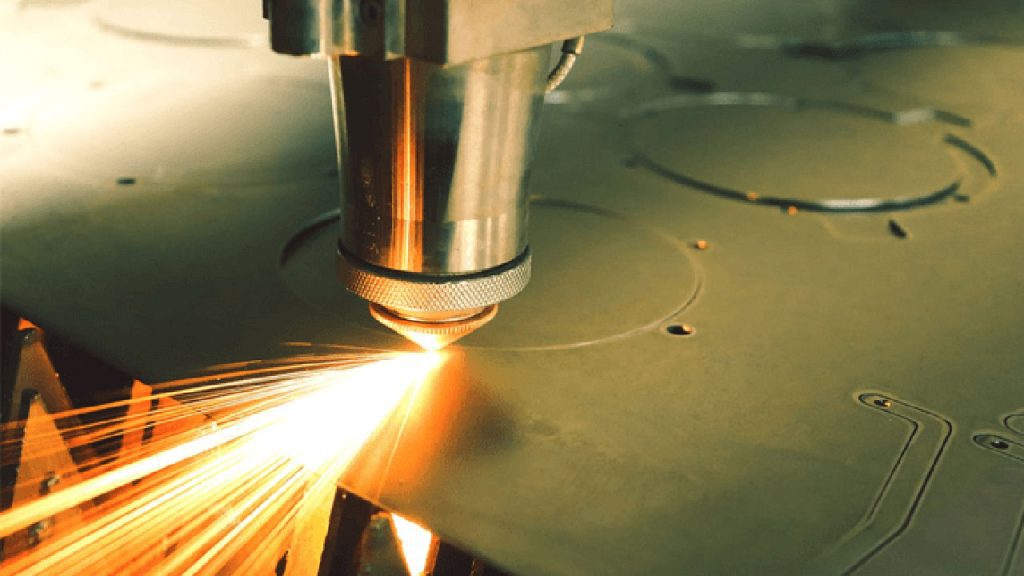
- برشکاری گرم با استفاده از دستگاه پلاسما (هوا برش)، تیغ ارههای دیسک آتشی و دستگاه لیزر انجام میگیرد.

خدمات برشکاری سرد
فرآیند برشکاری سرد بدون هرگونه افزایش دما و حرارت برای قطعه انجام می گیرد.
قیچی کاری(برشکاری دستی)
این روش ساده ترین روش در میان خدمات برشکاری در تسوج محسوب شده و کاملا دستی صورت می گیرد و برش ها از طریق قیچی های مخصوص و یا اره انجام می شوند. ابزارآلات مورد استفاده در این روش از اره های بزرگ گرفته تا کمان و اره مویی نیز می توانند باشند.
برشکاری CNC واتر جت
دستگاه سی ان سی واتر جت برای برشکاری cnc دارای یک پمپ فشار قوی و یک نازل آب می باشد وعموما برای برشکاری سنگ و فلزات و پلاستیک ها استفاده می شود.
به دلیل نازک بودن خط برش واتر جت از آن برای برشکاری تا ده سانتی متر با دقت بالا استفاده می شود و چون این کار را بدون ایجاد حرارت انجام می دهد تغییری در خاصیت فلز و دیگر مواد ایجاد نمی کند .این روش برای هر نوع فلز با هر ضخامتی کاربرد دارد و هیچگونه محدودتی برای این موضوع وجود ندارد و به دلیل ضخامت پایین و آسیب های کمتر برای محیط زیست، بسیار مورد توجه است.
گیوتین
در این روش یک تیغه ثابت در پایین قرار می گیرد و تیغه بالایی با زاویه ای بین ۱ تا ۶ درجه عمود و متحرک است. از این روش معمولا برای برش ورق هایی که طول زیادی دارند استفاده می شود.
برشکاری CNCهوا گاز
برش هواگاز از سنتی ترین و مقرون به صرفه ترین نوع برش محسوب می گردد. بر خلاف برش پلاسما این روش قابلیت برش با ورق های فولادی با ضخامت ۲۰۰ میلی متر را نیز داراست. در روش هواگاز قیمت برش نیز نسبت به واترجت، جهت برش ورق های ضخامت بالا، بسیار مناسب می باشد.
اره لنگ
دستگاه های اره لنگ با هدف ساده سازی برشکاری دستی طراحی شده اند و در صنایع مختلف کاربرد دارند. این روش از دقت بالایی برخوردار نیست و صدا و ضایعات زیادی هم تولید می کند.

خدمات برشکاری گرم
در این نوع خدمات برشکاری در تسوج، دما را تا نقطه ذوب فلز بالا می برند و سپس جداسازی در سطح مولکولی انجام می گیرد.
برش CNC پلاسما
برشکاری پلاسما از دیگر روشهای برشکاری گرم است. این نوع برش، روشی ایده آل برای برش فولاد است و روی هر نوع فلز رسانا قابل انجام است، که بیش از ۳۰ سال است مورد استفاده ی افراد زیادی در صنایع مختلف قرار گرفته است.
در برشکاری پلاسما، گاز و هوای فشرده با سرعت بالا از نازل خارج شده و به قسمتی از ورق که قرار است برش داده شود، برخورد می کند. در واقع این عملیات با ایجاد قوس الکتریکی اتفاق میافتد که گاز به حالت پلاسما در میآید. برخی از انواع دستگاههای برش پلاسما به کامپیوتر متصل هستند و با کمک نرم افزارها، برشهای دقیقی روی ورق فولادی ایجاد می کنند.
هواگاز
درواقع شیوه انجام این روش در اسم آن مشهود است. در برش هواگاز ابتدا قطعه تا جایی گرم می شود که رنگ آن کاملا سرخ می شود. در این مرحله جریانی از اکسیژن به فلز دمیده می شود و این شکل فلز برش می خورد. این روش از قدیمی ترین خدمات برشکاری در تسوج محسوب می شود که قیمت انجام آن نیز پایین است. تمامی آلیاژهای آهن را می توان با استفاده از این روش برش داد.
برش دیسکی آتشی
در این روش با ایجاد حرارت بالا در محل برش، ورق فلزی را برش می دهند. دیسک تیغ اره با سرعت بالا با استفاده از یک موتور الکترونیکی به حرکت در میآید و فلز را برش میدهد. این روش از برشکاری به دلیل مصرف انرژی زیاد و خطراتی که ممکن است برای اپراتور داشته باشد، در حال حاضر منسوخ شده است.
برش با الکترود
بیشتر در واقعی از این روش استفاده می شود که نیاز به برش های منظم و شیارهای دقیق و تمیز باشد.
کلام آخر
هر یک از روش های گفته شده (چه در برشکاری گرم و چه در برشکاری سرد) مزایا و معایب خاص خود را دارند. برخی از این روش ها (مانند روش برش لیزری) در طول زمان تکامل یافته و بهبود پیدا کرده اند تا بیشترین دقت را در عین افزایش سرعت کار و کاهش هزینه ها داشته باشند. برخی از این روش ها نیز کنار گذاشته شده اند مانند روش برش اره نواری یا برش با دیسک آتشی که دقت کافی را نداشته و یا به اندازه کافی ایمن نبوده اند.